Druk 3D kojarzy się wielu osobom głównie z drukarkami „na filament”, ale w momencie, kiedy w projekcie liczy się bardzo wysoka jakość powierzchni, ostre detale i niewielkie gabaryty, naturalnym wyborem staje się druk 3D z żywicy – w technologiach SLA lub MSLA. To on stoi za gładkimi prototypami obudów „jak z wtrysku”, precyzyjnymi modelami medycznymi czy miniaturowymi elementami w branży jubilerskiej.
Pytanie nie brzmi więc „czy druk z żywicy jest lepszy od FDM?”, tylko: kiedy świadomie wybrać druk 3D z żywicy, a kiedy lepiej zostać przy filamencie. Ten artykuł odpowiada właśnie na to – z perspektywy firmy, która chce zlecać wydruki na zewnątrz lub sensownie wykorzystywać druk 3D w procesie R&D.
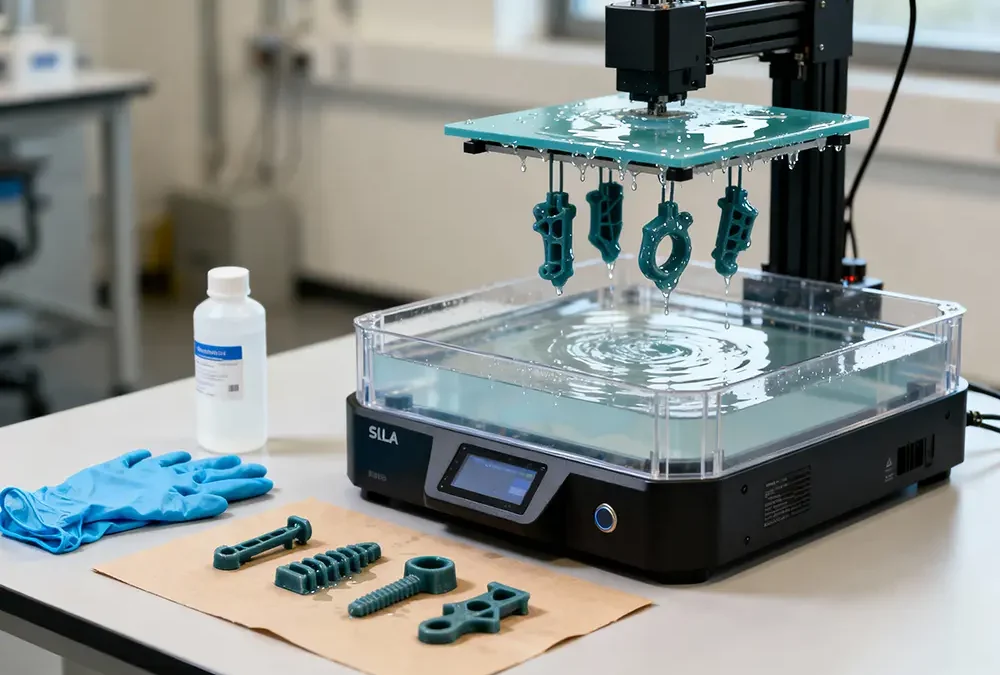
Jak działa druk 3D z żywicy (SLA/MSLA)?
W technologiach SLA i MSLA zamiast topienia filamentu mamy płynną żywicę światłoutwardzalną. Model powstaje poprzez selektywne naświetlanie kolejnych warstw:
- w SLA – za pomocą laseru,
- w MSLA – za pomocą matrycy LED i ekranu LCD, który „rysuje” całą warstwę na raz.
Każda naświetlona warstwa utwardza się i „przykleja” do poprzedniej, dzięki czemu powstaje bardzo dokładny, gładki model. Ta sama zasada leży u podstaw usługi druk 3D z żywicy (SLA/MSLA) – niezależnie od tego, czy drukujesz prototyp obudowy, element pokazowy, czy niewielki detal techniczny.
W praktyce różnica względem FDM jest od razu widoczna gołym okiem: powierzchnie są znacznie gładsze, detale ostrzejsze, a warstwy mniej widoczne.
Do jakich zastosowań najlepiej sprawdza się druk 3D z żywicy?
Druk 3D z żywicy naturalnie „wygrywa” tam, gdzie najważniejsze są: detal, powierzchnia i precyzja. Najczęściej stosuje się go przy:
- prototypach obudów i elementów wzorniczych, które mają wyglądać „jak produkt z półki”,
- małych częściach technicznych, gdzie liczy się bardzo drobna geometria (zatrzaski, zaczepy, prowadnice, kółka zębate o małym module),
- modelach pokazowych (produkty konsumenckie, IoT, sprzęt medyczny, opakowania),
- modelach anatomicznych i edukacyjnych, gdzie ważne są detale i gładka powierzchnia.
W wielu projektach stosuje się miks: wczesne prototypy funkcjonalne powstają w FDM, a dopiero wersja pokazowa – przeznaczona na zdjęcia, prezentacje czy spotkania z klientem – jest drukowana z żywicy.
Zalety druku 3D z żywicy z perspektywy biznesu
Najczęściej wymieniane plusy SLA/MSLA to:
- bardzo wysoka jakość powierzchni – po prostym szlifowaniu i malowaniu prototyp wygląda jak z formy wtryskowej,
- dokładność wymiarowa i detal – świetnie wychodzą drobne elementy, cienkie napisy, logo, ostre krawędzie,
- powtarzalność – w ramach jednego typu żywicy i dobrze ustawionych parametrów można uzyskać spójne rezultaty między kolejnymi seriami.
Dzięki temu druk z żywicy jest idealny wtedy, gdy prototyp ma być:
- nośnikiem wizerunku marki,
- materiałem do testów z klientem (np. „prawie finalny” wygląd produktu),
- bazą do sesji zdjęciowych i materiałów marketingowych.
Jeżeli Twoim celem jest zrobienie wrażenia na zarządzie, inwestorze czy kliencie, a nie tylko „sprawdzenie, czy pasuje do siebie”, druk 3D z żywicy daje zupełnie inną jakość odbioru niż surowy FDM.
Ograniczenia i wyzwania druku 3D z żywicy
Żeby decyzja była świadoma, trzeba też jasno powiedzieć, gdzie SLA/MSLA ma swoje minusy:
- większa kruchość standardowych żywic – szczególnie przy bardzo cienkich elementach; do zastosowań mocno funkcjonalnych lepsze są żywice techniczne, ale nadal nie jest to „pancerne” tworzywo,
- mniejsza przestrzeń robocza niż w typowych drukarkach FDM – większe obiekty trzeba dzielić na części,
- konieczność postprocessingu – mycie w alkoholu izopropylowym, doświetlanie, usuwanie podpór; to wpływa na czas i koszt,
- większa wrażliwość na błędy w modelu – bardzo cienkie elementy, zbyt małe otwory czy ostre krawędzie mogą być problematyczne przy usuwaniu podpór.
W projektach nastawionych na intensywne użytkowanie (uchwyty, przyrządy, osłony na halę produkcyjną) wciąż zwykle wygrywa druk 3D z filamentu (FDM) – dokładniej opisany w osobnym poradniku:
druk 3D z filamentu
Jak przygotować model pod druk 3D z żywicy?
Model, który ma dobrze wydrukować się z żywicy, powinien być zaprojektowany z myślą o technologii:
- ścianki – zbyt cienkie elementy będą kruche; dla większości zastosowań bezpieczny punkt wyjścia to okolice 1–1,5 mm, przy większych gabarytach nawet więcej,
- podpory – trzeba przewidzieć, gdzie model może być „od dołu”, a gdzie lepiej nie umieszczać punktów mocowania podpór (np. na bardzo widocznych powierzchniach),
- otwory drenażowe – przy pustych modelach konieczne, żeby żywica nie została zamknięta wewnątrz,
- orientacja modelu – wpływa na jakość powierzchni, liczbę podpór i wytrzymałość w newralgicznych miejscach.
Jeżeli projektujesz od zera lub chcesz mieć spokój, że prototyp będzie „pod druk 3D, a nie tylko pod ładny render”, warto oprzeć się na profesjonalnej usłudze projektowanie CAD do druku 3D. Na tym etapie można od razu założyć, czy model będzie drukowany z żywicy, czy z filamentu – i pod to zaprojektować geometrię.
Współpraca z drukarnią 3D – co przekazać przy druku z żywicy?
Przy zlecaniu druku 3D z żywicy zewnętrznej firmie, opłaca się już na starcie przekazać kilka informacji:
- do czego będzie używany prototyp (pokazowy, montażowy, funkcjonalny),
- czy planujesz dalszą obróbkę (szlifowanie, malowanie, lakierowanie),
- które powierzchnie są najbardziej istotne wizualnie (tam lepiej ograniczyć podpory),
- czy element ma pracować mechanicznie, czy głównie „wyglądać”.
Dzięki temu wykonawca może dobrać odpowiednią żywicę (standardowa, twarda, elastyczna, odporna na temperaturę), sposób ułożenia modelu na platformie i gęstość podpór.
Jeśli chcesz zgłębić samą technologię od strony definicji i historii, dobrym punktem odniesienia jest opis stereolitografii (SLA) w serwisie Wikipedia – tam znajdziesz przeglądowe informacje o zasadzie działania i rozwoju tej metody:
https://en.wikipedia.org/wiki/Stereolithography
Druk 3D z żywicy jako uzupełnienie FDM, nie konkurencja
W praktyce biznesowej druk z żywicy rzadko zastępuje FDM „jeden do jednego”. Bardziej sensowne jest traktowanie go jako uzupełnienie:
- FDM – do prototypów funkcjonalnych, uchwytów, większych obudów, elementów roboczych,
- SLA/MSLA – do wersji pokazowych, małych detali, modeli o wysokich wymaganiach estetycznych.
W wielu projektach to wygląda tak: pierwsze iteracje i testy montażowe robisz w FDM, a dopiero „ustaloną” geometrię przekładasz na druk 3D z żywicy, żeby uzyskać wygląd bliski finalnemu produktowi.
Jeżeli chcesz uniknąć inwestowania w kilka różnych maszyn i całe zaplecze technologiczne, rozsądną drogą jest zlecanie takich prac zewnętrznie – traktując usługę druk 3D z żywicy (SLA/MSLA) jako element większego procesu prototypowania, obok filamentu i klasycznych metod wytwórczych.
Podsumowanie – kiedy wybrać druk 3D z żywicy?
W skrócie: sięgaj po druk 3D z żywicy wtedy, gdy liczy się jakość powierzchni, detal i precyzja, a sam element nie będzie intensywnie obciążany mechanicznie lub może powstać z żywicy technicznej dobranej do zastosowania.
Dobrze zaprojektowany model CAD, świadome przygotowanie pod SLA/MSLA, poprawne pliki i współpraca z doświadczoną drukarnią sprawiają, że druk z żywicy przestaje być „efektem wow tylko do gabloty”, a staje się realnym narzędziem w procesie rozwoju produktu – od pierwszych makiet, przez wersje pokazowe, aż po krótkie serie elementów o wysokich wymaganiach wizualnych.
FAQ – najczęściej zadawane pytania o druku 3D z żywicy – druk 3d sla msla
Standardowe żywice fotopolimerowe są z natury sztywniejsze i bardziej kruche niż typowe filamenty FDM, zwłaszcza przy bardzo cienkich ściankach i delikatnych detalach. Do prototypów pokazowych, obudów wzorcowych, modeli prezentacyjnych sprawdzają się świetnie. Jeśli element ma być używany bardziej „roboczo”, warto stosować żywice techniczne (np. tough, ABS-like) oraz projektować model z większymi promieniami, grubszymi ściankami i bez ostrych, cienkich „ogonów”.
Druk 3D z żywicy najlepiej wypada tam, gdzie priorytetem jest wygląd, detal i precyzja: prototypy obudów „jak z wtrysku”, elementy wzornicze, małe części techniczne o skomplikowanej geometrii, modele pokazowe dla działu sprzedaży i marketingu, modele medyczne czy jubilerskie. To dobry wybór, gdy prototyp ma robić wrażenie wizualne lub wiernie oddawać drobne szczegóły.
W praktyce przy dobrze skalibrowanej maszynie i poprawnie przygotowanym modelu można liczyć na bardzo wysoką dokładność wymiarową, szczególnie przy małych elementach. Trzeba jednak pamiętać, że na finalny wymiar wpływa nie tylko sama technologia, ale także projekt (ścianki, tolerancje), rodzaj żywicy, orientacja modelu oraz sposób postprocessingu. Dlatego przy krytycznych wymiarach warto wykonać jedną testową sztukę i zweryfikować ją pomiarem.