Konwersja step na stl – Pliki STEP są standardem w pracy konstruktorów i biur projektowych. Pozwalają wygodnie wymieniać modele 3D między różnymi systemami CAD, zachowując pełną parametryczność. Gdy jednak przychodzi moment przejścia od projektu do fizycznego prototypu, pojawia się konieczność wykonania konwersji STEP na STL – formatu, który rozumie większość slicerów i drukarek 3D.
Na pierwszy rzut oka to prosty krok: „Eksportuj jako STL” i gotowe. W praktyce właśnie na tym etapie powstaje wiele problemów, które później ujawniają się przy druku 3D. Zbyt gruba lub zbyt rzadka siatka, błędy geometryczne, niewłaściwa skala czy za cienkie ścianki – to wszystko może sprawić, że nawet poprawny model CAD nie będzie nadawał się do wydrukowania.
Ten artykuł pokazuje, jak mądrze podejść do konwersji STEP → STL, aby uniknąć typowych pułapek i bez problemu przejść do druku 3D na zamówienie lub własnej produkcji.
Czym różni się STEP od STL?
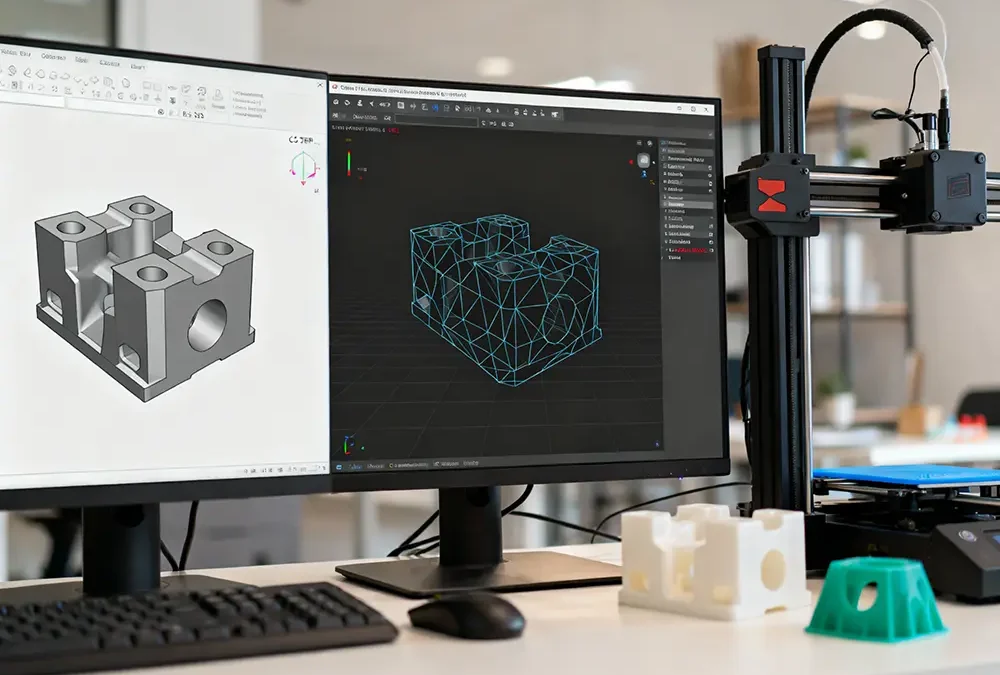
Plik STEP (standard ISO 10303) opisuje model jako zestaw precyzyjnych powierzchni i brył. To format inżynierski, zaprojektowany z myślą o projektowaniu, modyfikacji i wymianie danych między systemami CAD. Więcej na ten temat znajdziesz w opisie standardu STEP wg ISO 10303.
Plik STL to z kolei siatka trójkątów – „skóry” otaczającej model. Z punktu widzenia drukarki 3D liczy się tylko to, czy:
- siatka tworzy zamkniętą bryłę,
- nie ma błędów typu non-manifold,
- rozdzielczość siatki (gęstość trójkątów) jest dobrana do rozmiaru i detali modelu.
Konwersja STEP na STL jest więc w istocie przejściem z dokładnego opisu bryłowego do przybliżenia powierzchni za pomocą trójkątów. Jeśli to przybliżenie wykonamy bez kontroli ustawień, łatwo o problemy.
Dlaczego „zwykły eksport do STL” często nie wystarcza?
Wiele programów CAD oferuje domyślne ustawienia eksportu do STL. Dla prostych kształtów bywa to wystarczające, ale przy bardziej złożonych modelach może prowadzić do:
- zbyt niskiej rozdzielczości siatki – widoczne „schodki” na łukach, spłaszczone krzywizny,
- przewymiarowanych plików – miliony trójkątów, ogromny plik STL, problemy z pracą w slicerze,
- błędów w siatce – dziury, samoprzecięcia, geometria non-manifold,
- problematycznych ścianek – w modelu CAD wszystko wygląda dobrze, ale po eksporcie okazuje się, że ścianki są zbyt cienkie, aby je wydrukować.
Z punktu widzenia druku 3D ważne jest nie tylko to, czy model jest „ładny” w CAD, ale czy po konwersji do STL powstanie stabilna siatka nadająca się do wydruku.
Najczęstsze problemy przy konwersji STEP na STL
1. Zbyt niska lub zbyt wysoka rozdzielczość siatki
Rozdzielczość eksportu STL zwykle definiowana jest poprzez:
- tolerancję liniową / chord height,
- maksymalny kąt między trójkątami,
- czasem dodatkowe parametry, jak maksymalny rozmiar krawędzi.
Jeśli ustawimy tolerancję zbyt dużą, powstanie siatka z małą liczbą trójkątów, która „zgubi” detale i zaokrąglenia. Model będzie wyglądał „kanciasto”, a powierzchnie cylindryczne zamienią się w wielokąty.
Jeżeli z kolei przesadzimy w drugą stronę, plik STL będzie gigantyczny, a praca w slicerze stanie się uciążliwa. To szczególnie problematyczne przy dużych modelach lub przy pracy na słabszych komputerach.
2. Niewidoczne w CAD problemy geometryczne
Modele tworzone w CAD mogą zawierać:
- mikroskopijne szczeliny i zachodzące na siebie krawędzie,
- powierzchnie, które w stanie bryłowym są „naprawiane” przez wewnętrzną logikę programu,
- elementy pomocnicze, które nie zostały usunięte przed eksportem.
Po eksporcie do STL takie detale mogą stać się źródłem błędów siatki, które później wykrywa slicer. W efekcie potrzebna jest naprawa pliku STL, o której szerzej mowa w osobnym artykule naprawa plików STL do druku 3D.
3. Problemy ze skalą i jednostkami
Jeżeli system CAD pracuje w milimetrach, a gdzieś po drodze założy się cale (lub odwrotnie), wynikowy plik STL może mieć dziesięciokrotnie za duży lub za mały rozmiar. Konwersja STEP → STL nie „wie”, w jakich jednostkach myślisz o modelu – trzeba tego pilnować świadomie.
Jak poprawnie przeprowadzić konwersję STEP na STL – krok po kroku
Poniższa procedura jest niezależna od konkretnego programu CAD – chodzi o logikę, nie o nazwy przycisków.
Krok 1. Zweryfikuj model CAD przed eksportem
Zanim dotkniesz ustawień STL, sprawdź:
- czy model jest pełną bryłą (solid), a nie zlepkiem powierzchni,
- czy nie zawiera zbędnych elementów konstrukcyjnych, które nie powinny trafić do druku,
- czy grubość ścianek jest zgodna z możliwościami technologii (minimum dla FDM i SLA/MSLA).
Jeżeli na tym etapie wiesz, że model będzie miał zastosowanie praktyczne (uchwyty, obudowy, elementy pracujące pod obciążeniem), warto rozważyć wsparcie profesjonalistów – np. w ramach usługi projektowanie CAD do druku 3D, gdzie już na poziomie modelu wprowadzane są założenia DFAM (Design for Additive Manufacturing).
Krok 2. Ustaw odpowiednią rozdzielczość siatki
W ustawieniach eksportu do STL znajdują się zwykle parametry dotyczące dokładności:
- maksymalna odchyłka (chord height),
- maksymalny kąt między segmentami,
- ewentualnie dodatkowe parametry jakości.
Dobrą praktyką jest:
- zaczynać od ustawień domyślnych i obejrzeć podgląd siatki,
- zwiększyć dokładność przy modelach z licznymi łukami, fazami i filletami,
- nie przesadzać z dokładnością przy dużych, prostych elementach (śrubunki, proste uchwyty).
Celem jest złoty środek – tyle trójkątów, aby wiernie oddać kształt, ale nie na tyle dużo, by plik był nieporęczny.
Krok 3. Eksportuj i skontroluj STL w podglądzie siatki
Po wyeksportowaniu STL warto:
- obejrzeć model w programie do przeglądania / edycji siatek,
- sprawdzić, czy nie ma wyraźnych „schodków” na łukach,
- zwrócić uwagę na miejsca, gdzie model jest cienki, złożony, zawiera ostre przejścia.
Jeżeli podgląd pokazuje ewidentne deformacje w porównaniu z modelem CAD, oznacza to, że rozdzielczość siatki jest zbyt niska i trzeba wrócić do wcześniejszego kroku.
Krok 4. Sprawdź STL w slicerze
Kolejny etap to wczytanie pliku do slicera i:
- przejrzenie modelu w widoku 3D,
- włączenie podglądu warstw (layer view),
- przejście przez cały model od dołu do góry.
Jeżeli w warstwach pojawiają się przerwy, „dziury” lub inne anomalie, to sygnał, że siatka wymaga korekty. W prostszych przypadkach wystarczy automatyczna naprawa w slicerze. W bardziej złożonych – przyda się dedykowana naprawa plików STL, szczegółowo opisana we wspomnianym artykule.
Konwersja STEP na STL a naprawa STL – co robić w jakiej kolejności?
Konwersja STEP → STL i późniejsza naprawa STL to dwa różne etapy:
- Konwersja – przekształca model bryłowy w siatkę trójkątów. Tu decydujesz o rozdzielczości i ogólnej jakości powierzchni.
- Naprawa STL – zajmuje się problemami, które powstały wcześniej (w CAD lub w samym procesie konwersji): dziury, krawędzie non-manifold, samoprzecięcia, błędne normalne.
Jeżeli model jest poprawny w CAD, a eksport przeprowadzono świadomie, etap naprawy STL może być minimalny lub zbędny. Gdy jednak dostajesz plik STEP „z zewnątrz” (np. od klienta, podwykonawcy), sensowne jest przejście pełnej ścieżki:
- weryfikacja modelu CAD,
- kontrolowana konwersja do STL,
- analiza i ewentualna naprawa siatki,
- dopiero potem właściwy druk.
Współpraca z drukarnią 3D – jak przekazywać pliki STEP i STL
Z perspektywy drukarni 3D idealnym scenariuszem jest:
- otrzymanie zarówno pliku STEP, jak i STL,
- informacja, które wersje są „źródłem prawdy”,
- jasny opis zastosowania elementu (funkcjonalny, pokazowy, pod testy montażowe).
Dzięki temu wykonawca ma możliwość:
- samodzielnie przeprowadzić lub poprawić konwersję STEP → STL,
- zaproponować zmiany konstrukcyjne, jeżeli model w obecnej formie jest trudny do wydrukowania,
- dobrać technologię druku i materiał do realnych wymagań projektu.
W AIM etap pracy z plikami jest integralną częścią usług projektowych i produkcyjnych. Jeśli oprócz samej konwersji potrzebujesz też przeprojektowania elementu pod druk 3D, optymalizacji grubości ścianek, podziału na części czy przygotowania zestawu prototypów, możesz oprzeć się na usłudze projektowanie CAD do druku 3D i dalej na komercyjnym druku 3D na zamówienie.
Kiedy lepiej zlecić przygotowanie plików profesjonalistom?
Konwersja STEP na STL jest stosunkowo prosta, gdy:
- model jest nieskomplikowany,
- znasz możliwości drukarki i technologii,
- masz czas, by eksperymentować z ustawieniami.
Jeżeli jednak:
- projekt jest skomplikowany (wiele części, precyzyjne spasowania, złożone kształty),
- element ma pracować w realnych warunkach, a nie tylko „dobrze wyglądać”,
- pliki pochodzą z różnych źródeł, a Ty nie masz pełnej kontroli nad historią modelu,
bezpieczniej jest potraktować konwersję STEP → STL jako część szerszej usługi przygotowania do druku. Obejmuje to analizę konstrukcyjną, korektę geometrii, odpowiednią konwersję, a czasem także naprawę plików STL i optymalizację pod kątem konkretnej technologii (FDM, SLA/MSLA).
Podsumowanie – dobra konwersja STEP na STL to inwestycja w bezproblemowy druk
Dobrze przeprowadzona konwersja STEP na STL pod druk 3D:
- zachowuje dokładność modelu tam, gdzie ma to znaczenie,
- nie generuje niepotrzebnie ciężkich plików,
- minimalizuje liczbę błędów siatki,
- ułatwia późniejszą pracę w slicerze i samej drukarni.
Warto potraktować ją nie jako „kliknięcie eksportu”, ale jako świadomy etap procesu, który łączy świat precyzyjnego CAD-u z rzeczywistością druku 3D. Dzięki temu oszczędzasz czas, nerwy i budżet – zarówno wtedy, gdy drukujesz we własnym zakresie, jak i wtedy, gdy zlecasz druk 3D na zamówienie profesjonalnej firmie.